 E-TURN
E-TURN 
Description
SMART is the new all-electric (8 axes) tube bending machine with 3D visual programming software ( VGP3D), SMART meets the following requirements:
 Can be freely and quickly switched into right-hand or
left-hand configuration
Can be freely and quickly switched into right-hand or
left-hand configuration
Multi-stack
The automatic load and unload integrated in the machine
offer the possibility of lights-out operation
Compact machine with small footprint (compact layout)
Suitable for the bending of tubes up to diam. 28 mm, SMART offers the following advantages:
Fixed or variable radius bending
All critical machine setting parameters are fixed and
managed by the CNC (clamping, pressure die, mandrel, CLR)
Set-up data are stored together with the piece program
Constant repeatability and accuracy
Cheaply to run (power consumption reduced up to 50%
compared to electro-hydraulic machines)
Environment friendly: no oil disposal, noise level <
70dba
Reduced capital expenditure
Easy to use
Programming is made through the BLM graphical interactive programming software VGP3D, with:
Component feasibility check and generation of themost
suitable working cycle (times and costs)
Likely collision risks are highlighted and the most
efficient avoidance route selected automatically
by simply inputting the components bend coordinates,
the complete bending program is graphically simulated
Particularly suitable for the bending of tubes with complex shape and multiple bending radii, even pre-assembled (fittings, end-forms, etc.), mostly used in the automotive branch (hydraulic pipes, air conditioning, power supply) as well as HVAC.
Solutions

Thanks to the wide range of feeders and loaders, customers can choose the best suitable solution for their needs:
simple automatic loader with possibility to load
end-formed tubes
special loader for pre-assembled tubes, with
end-formed ends or flexible parts
integration in manufacturing cells with end-forming
stations connected by robot
integration in manufacturing cells with cutting,
punching stations etc. connected by robot
Why a Smart
Increase up to 20% of the productivity
Thanks to the perfect axis interpolation we could exploit at their best the simultaneity logics generated by our programming software VGP3D, with a cycle time reduction from 20% to 50% compared to machines without interpolation.
Reduced maintenance costs
The proposed solutions make the wiring on the machine easier. This means easy maintenance and reduced causes of breakdowns. The limit switches on the cylinders, the mechanical adjustments and the connection cables often cause unexpected and unwanted machine breakdowns. The removal of all hydraulic devices such as fittings, tubes, cylinders and valves allow to reduce the machine components usually subject to maintenance, wear and breakage. The full-digital connections of the motors give the possibility to obtain information about the diagnostic of each single component and an important reduction of the reaction and maintenance time. This means higher reliability of the components and therefore of the machine.
Up to 20% lower power consumption
The electrical axes for the movement of the main components of the machine allow a drastic reduction of the consumption compared with all bending machines of the same size but older and therefore electric-hydraulically driven. When the motor is still, the speed is null and therefore also the absorbed power. This is not the case of an electric-hydraulic machine. As a matter of fact, when the machine is not working, the hydraulic circuit requires the continuous functioning of the pump in order to keep steady the machine pressure and therefore it consumes, also if it not working, a lot of energy.
| DYNAM2 | E-TURN | |
| Consuption (Max) | 10 kW | 8 kW |
| Consuption (Average) | 7 kW | 2 kW |
| Consuption (Min) | 7 kW | 1 kW |
Compared Power Cosuption between electro-hydrolic & electric machine
It’s Environment-friendly

It's Environment-friendly (reduced noise level, no mineral oils, extremely reduced power consumptions). The use of electric axes and the absence of the hydraulic cabinet grant a big reduction of noise and vibrations. Moreover, each single device is moved by a acceleration and deceleration ramp preventing crashes between the tools. The noise level is lower than 70 dB (A). As confirmed by many studies. The lower noise reduces the fatigue of the operator and improves the working environment.
B-TOOLS - 1° piece is right
Each electric axis is driven by the control and its position/adjustment is saved with the part program. When tool is changed, it is no longer necessary to perform annoying adjustments of the machine because these are made using the electric movement of the axes. The reduced tool set up time is a big advantage in order to produce small batches and to reduce scraps when the machine is adjusted after changeover. The saved material for the tool set up brings an economic benefit of 7.000,00 EUR/year.
Feasibility of complex shapes
Electric drivers allow the production of very tight radii and of complex shapes with guaranteed repeatability. In particular:
medium bending radius 1D.
ovalisation < 1%;
thickness reduction < 20%;
no clamping marks
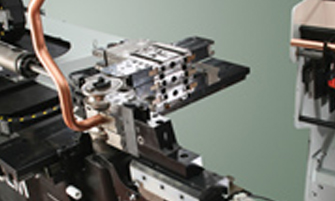
Process
This is a completely automatic tube manufacturing cell designed to produce aluminium tubular components for automotive air conditioning, in lights-out operation. The production process includes: de-coiling, straightening, end-forming, swarfless cutting, bending and 100% in-line camera inspection of all tubular components. The benefits of increased productivity, reduced changeover time and material waste directly turn into a substantial cost reduction. Indirect costs are considerably reduced eliminating intermediate semi finished material stocks, shorter work flow, reduced footprint usage without effecting the process flexibility to produce families of components. A final 100% in-line camera inspection of all tubular components assures consistency and quality.

Aluminium car components manufacturing cell
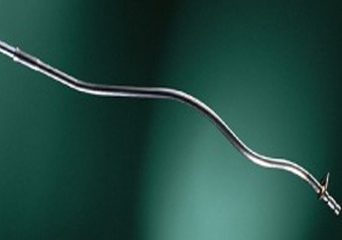
Process aimed to produce steel oil level dip stick (Ø 10x1mm) for the automotive industry and consisting of the following operations:
feeding from coil
straightening
end-forming of tube end n. 1
swarfless cut
end-forming of tube end n. 2
bending with variable radius
automatic unload
The advantages of this solution and process configuration are the following:
cycle time is reduced by 2/3 for each piece,
production quality remains the same over three
working shifts, independent from operator
only one operator required
no scraps, and 100% in-line production control
* just in time production without intermediate material storage
Applications